At LGN, we serve the highly regulated and safety-critical chemical and pharmaceutical sectors with advanced process solutions designed to meet stringent quality, hygiene, and compliance standards. Whether you’re handling aggressive chemicals or producing sterile pharmaceutical products, our systems are built to ensure accuracy, reliability, and regulatory adherence at every stage.
Our Expertise Includes:
Chemical-resistant pumps and valves for corrosive and hazardous fluids.
Sanitary and ultra-clean piping systems tailored to cGMP requirements.
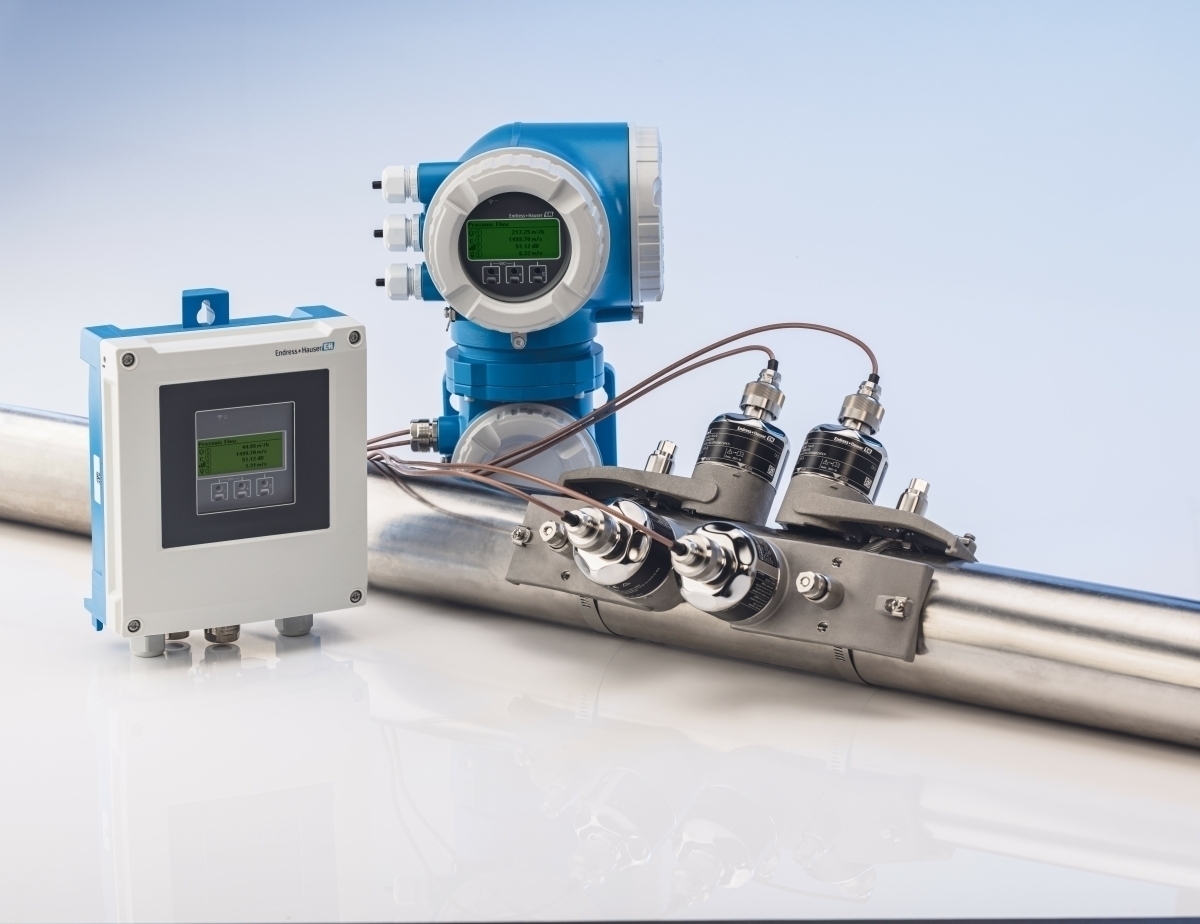
Instrumentation for precise pH, temperature, pressure, and flow monitoring.
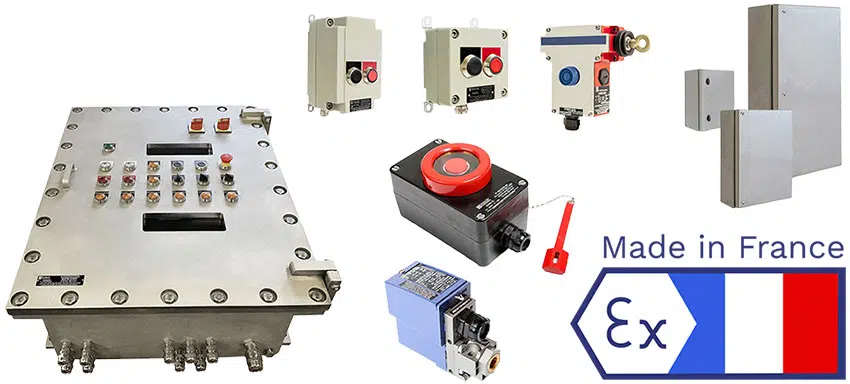
Explosion-proof panels and sensors, compliant with ATEX and other safety standards.
CIP & SIP systems for validated, sterile cleaning in pharmaceutical processes.
Automated dosing, mixing, and batch control systems, complete with electronic records.
Nozzles and dosing equipment for exact formulation and delivery.
Turnkey solutions for chemical dosing lines, APIs, and liquid drug production.
Our tailored automation and equipment solutions help streamline production while ensuring product integrity, operator safety, and long-term performance.